
지금까지 3D Vina는 표준의 해석에 대해 많은 글을 썼지만 표준의 기술적인 문제에 대해서는 깊게 다루지 않았습니다. 오늘은 3D Vina에서 모니터링 장비 관리 및 측정과 관련된 표준 기술에 대한 기사를 공유하고자 합니다. 기본적으로 모니터링 및 측정 장비의 관리는 표준 TCVN ISO 10012, 측정 관리 시스템 – 측정 프로세스 및 측정 장비에 대한 요구 사항에 의해 요구됩니다. 이 기사에서는 교정과 검증의 구별과 관련된 기술적 측면과 교정 및 검증 결과 데이터를 사용하는 방법을 다룹니다.
모니터링 및 측정 장비 관리와 관련된 ISO 표준의 모든 요구 사항 중 교정(법률을 검증으로 간주), 교정, 검증, 수신 모니터링 및 측정 장치의 세 가지 주요 문제가 필요합니다. 이러한 문제를 다음과 같이 명확히 합니다.
- 교정과 검증을 구별하십시오:
검증은 도량형 기술 요구 사항에 따라 측정 장비의 도량형 특성을 평가하고 확인하는 활동입니다. 도량형 요구사항은 측정 기기가 수용할 수 있는 허용 오차입니다. 그룹 2의 모든 장비(섹션 3.1 참조)는 사용 전 검사, 정기 검사 및 수리 후 검사를 받아야 합니다.
교정은 측정 표준, 측정 기기의 측정값과 측정할 양의 측정값 사이의 관계를 결정하고 설정하는 활동입니다.
테스트는 측정 기기 및 측정 표준의 하나 이상의 도량형 기술적 특성을 결정하는 것입니다.
참조 물질은 하나 또는 여러 속성에 대해 일정한 균일성과 안정성을 갖는 특수한 유형의 측정 표준입니다. 표준은 교정, 장비 검증, 측정 장비, 측정 방법 평가 또는 구성 값, 다른 재료 또는 물질의 특성을 결정하는 데 사용됩니다. 예를 들어, 표준 용액 pH 10, 표준 NaOH 1N, …
교정 및 검증의 기술적 특성은 동일합니다. 즉, 측정 기기를 표준과 비교하여 오류와 기타 기술적, 도량형 특성을 평가하는 것입니다. 차이점은 유효성 검사는 법에 따라 필수이며 교정은 자발적이라는 점입니다.
측정기준은 측정량의 측정단위를 표시하고 유지하기 위한 기술적 수단으로서 다른 측정기기나 기준과의 비교를 위한 기준으로 사용된다. 예를 들어 표준 무게, 표준 크기 상자 등
측정 기준
국제 정의에 따르면: 측정 표준은 참조로 사용되는 수량의 단위 또는 하나 이상의 값을 정의, 표현, 유지 또는 재생산하기 위한 측정 수단, 참조, 표준 물질 또는 측정 시스템입니다.
정확도순 정렬:
첫 번째 표준
기준
낮은 정확도 표준
사용 목적에 따른 분류에는 다음이 포함됩니다.
국제 표준:
국가측정기준(이하 국가표준이라 한다)은 측정분야의 나머지 측정기준의 측정값을 결정하기 위하여 사용되는 최고 국가측정기준이다.
주계측규격(이하 주규격)이라 함은 지역이나 조직에서 다른 측정규격의 측정값을 교정하고 결정하는데 사용하는 측정규격을 말한다.
작업 측정 표준(이하 작업 표준이라고 함)은 측정 기기를 확인, 교정 및 테스트하는 데 사용되는 측정 표준입니다.
비교 기준:
모바일 표준:
2. 그룹 1과 그룹 2의 구별 수단
– 그룹 1은 과학 연구, 제어, 기술 공정 조정, 생산 품질 관리 또는 그룹 2에 지정되지 않은 기타 목적에 사용되는 측정 기기로 조직 및 개인이 고시한 규정, 측정 기술 요구 사항에 따라 관리됩니다.
그룹 2 수단은 구매 및 판매, 지불, 안전 보증, 공중 보건 보호, 환경 보호, 검사 및 검사에서 상품 및 서비스를 수량화하는 데 사용되는 측정 도구입니다. , 사법 전문성 및 그룹 2 측정 도구 목록에 있는 기타 공식 활동 유능한 도량형 기관에서 규정하고 적용하는 도량형 기술 요구 사항에 따라 제어해야 합니다.
그룹 2 수단은 Circular 07/2019/TT-BKHCN (2019년 7월 26일자 – 그룹 2 측정기 계측에 관한 규정)에 지정되어 있습니다. 그룹 2 수단은 검사해야 합니다.
검사의 깊은 목적은 교환, 구매, 검사, 검사, 감독에서 표준 수단(허용 가능한 오류 포함)을 사용하여 사회의 공정성을 보장하는 것입니다. 사회), 따라서 사회 정의에 대한 요구 사항이 높을수록 더 정확한 장비가 필요합니다(즉, 수단의 오류가 작음). 예를 들어, 과거에는 나라가 아직 가난했을 때 쌀 거래에서 측정하는 단위가 위 또는 통이었는데 오늘날 우리는 단위를 kg으로 사용합니다. 과거 매매거래는 무게를 측정할 수 있는 물리적인 기계적 저울을 사용했는데, 이 저울은 저울 레버의 상태로 인해 큰 오차가 있었는데, 당시에는 기계식 시계 저울, 오늘날에는 전자 저울(정확도)이 사용되었습니다. 낮은 오류).
3. 확인
3.1. 검사시설
– 검사 프로세스의 기초는 일반 계측부의 지침에 따라 발행되며 이러한 문서는 DLVN으로 표시됩니다.
– 검사 마감일은 2019년 7월 26일자 시행규칙 No. 07/2019/TT-BKHCN에 구체적으로 다음과 같이 자세히 설명되어 있습니다.
| TT | 측정 장치의 이름 | 측정 제어 | 검사 주기 | |||
| 샘플 승인 | 인증 | |||||
| 초기의 | 정기 | Sau sửa chữa | ||||
| (1) | (2) | (3) | (4) | (5) | (6) | (7) |
| 1 | 길이 측정 수단: | |||||
| – Thước cuộn | – | x | – | – | – | |
| – Phương tiện đo khoảng cách quang điện | – | x | x | x | 12 월 | |
| – Phương tiện đo độ sâu đáy nước | – | x | x | x | 12 tháng | |
| – Phương tiện đo độ sâu công trình ngầm | – | x | x | x | 24 tháng | |
| Taximet | x | x | x | x | 18 tháng | |
| 2 | Taximet | x | x | x | x | 18 tháng |
| 3 | Phương tiện đo kiểm tra tốc độ phương tiện giao thông | x | x | x | x | 24 tháng |
| 4 | Phương tiện đo thủy chuẩn | – | x | x | x | 12 tháng |
| 5 | Toàn đạc điện tử | – | x | x | x | 12 tháng |
| 6 | Cân phân tích | – | x | x | x | 12 tháng |
| 7 | Cân kỹ thuật | – | x | x | x | 12 tháng |
| 8 | Cân thông dụng: | |||||
| – Cân đồng hồ lò xo | x | x | x | x | 24 tháng | |
| – Cân bàn; cân đĩa; cân treo dọc thép-lá đề | x | x | x | x | 12 tháng | |
| 9 | Cân treo móc cẩu | x | x | x | x | 12 tháng |
| 10 | Cân ô tô | x | x | x | x | 12 tháng |
| 11 | Cân ô tô chuyên dùng kiểm tra tải trọng xe cơ giới | x | x | x | x | 24 tháng |
| 12 | Cân tàu hỏa tĩnh | x | x | x | x | 12 tháng |
| 13 | Cân tàu hỏa động | x | x | x | x | 24 tháng |
| 14 | Cân băng tải | x | x | x | x | 12 tháng |
| 15 | Cân kiểm tra tải trọng xe cơ giới | x | x | x | x | 12 tháng |
| 16 | Quả cân: | |||||
| – Quả cân cấp chính xác E2 | – | x | x | x | 24 tháng | |
| – Quả cân cấp chính xác đến F1 | – | x | x | x | 12 tháng | |
| 17 | Phương tiện thử độ bền kéo nén | – | x | x | x | 12 tháng |
| 18 | Phương tiện đo mô men lực | – | x | x | x | 12 tháng |
| 19 | Cột đo xăng dầu | x | x | x | x | 12 tháng |
| 20 | Cột đo khí dầu mỏ hóa lỏng | x | x | x | x | 12 tháng |
| 21 | Đồng hồ đo nước: | |||||
| – Đồng hồ đo nước lạnh cơ khí | x | x | x | x | 60 tháng | |
| – Đồng hồ đo nước lạnh có cơ cấu điện tử | x | x | x | x | 36 tháng | |
| 22 | Đồng hồ đo xăng dầu | x | x | x | x | 12 tháng |
| 23 | Đồng hồ đo khí: | |||||
| – Đồng hồ đo khí dầu mỏ hóa lỏng | x | x | x | x | 12 tháng | |
| – Đồng hồ đo khí công nghiệp | x | x | x | x | 36 tháng | |
| – Đồng hồ đo khí dân dụng: | ||||||
| + Qmax < 16 m3/h | x | x | x | x | 60 tháng | |
| + Qmax ≥ 16 m3/h | x | x | x | x | 36 tháng | |
| 24 | Phương tiện đo dung tích thông dụng | – | x | x | x | 24 tháng |
| 25 | Pipet | – | x | x | x | 24 tháng |
| 26 | Bể đong cố định | – | x | x | x | 60 tháng |
| 27 | Xitéc: | |||||
| – Xi téc ô tô | – | x | x | x | 12 tháng | |
| 28 | Phương tiện đo mức xăng dầu tự động | x | x | x | x | 12 tháng |
| 29 | Phương tiện đo vận tốc dòng chảy của nước | – | x | x | x | 24 tháng |
| 30 | Phương tiện đo vận tốc gió | – | x | x | x | 24 tháng |
| 31 | Áp kế: áp kế lò xo; áp kế điện tử; baromet | – | x | x | x | 12 tháng |
| 32 | Huyết áp kế gồm: huyết áp kế thủy ngân; huyết áp kế lò xo; huyết áp kế điện tử | – | x | x | x | 12 tháng |
| 33 | Nhiệt kế: nhiệt kế thủy tinh-chất lỏng; nhiệt kế thủy tinh-rượu có cơ cấu cực tiểu; nhiệt kế thủy tinh-thủy ngân có cơ cấu cực đại | – | x | x | – | 24 tháng |
| 34 | Nhiệt kế y học: | |||||
| – Nhiệt kế y học thủy tinh- thủy ngân có cơ cấu cực đại | – | x | – | – | – | |
| – Nhiệt kế y học điện tử tiếp xúc có cơ cấu cực đại | – | x | x | – | 06 tháng | |
| – Nhiệt kế y học điện tử bức xạ hồng ngoại | – | x | x | x | 12 tháng | |
| 35 | Phương tiện đo độ ẩm hạt nông sản | – | x | x | x | 12 tháng |
| 36 | Phương tiện đo nhiệt độ, độ ẩm không khí | – | x | x | x | 24 tháng |
| 37 | Tỷ trọng kế | – | x | x | x | 24 tháng |
| 38 | Phương tiện đo hàm lượng bụi: | |||||
| – Phương tiện đo hàm lượng bụi trong khí thải | – | x | x | x | 12 tháng | |
| – Phương tiện đo hàm lượng bụi trong không khí | – | x | x | x | 12 tháng | |
| 39 | Phương tiện đo nồng độ cồn trong hơi thở | x | x | x | x | 12 tháng |
| 40 | Phương tiện đo nồng độ các khí: | |||||
| – Phương tiện đo nồng độ các khí trong khí thải | – | x | x | x | 12 tháng | |
| – Phương tiện đo nồng độ các khí trong không khí | – | x | x | x | 12 tháng | |
| 41 | Phương tiện đo các thông số của nước: | |||||
| – Phương tiện đo các thông số của nước trong nước mặt | – | x | x | x | 12 tháng | |
| – Phương tiện đo các thông số của nước trong nước thải | – | x | x | x | 12 tháng | |
| 42 | Phương tiện đo độ ẩm muối | – | x | x | x | 12 tháng |
| 43 | Công tơ điện: | |||||
| – Công tơ điện xoay chiều 1 pha kiểu cảm ứng | x | x | x | x | 60 tháng | |
| – Công tơ điện xoay chiều 1 pha kiểu điện tử | x | x | x | x | 72 tháng | |
| – Công tơ điện xoay chiều 3 pha kiểu cảm ứng | x | x | x | x | 48 tháng | |
| – Công tơ điện xoay chiều 3 pha kiểu điện tử | x | x | x | x | 36 tháng | |
| 44 | Biến dòng đo lường | x | x | x | x | 60 tháng |
| 45 | Biến áp đo lường | x | x | x | x | 60 tháng |
| 46 | Phương tiện đo điện trở cách điện | – | x | x | x | 12 tháng |
| 47 | Phương tiện đo điện trở tiếp đất | – | x | x | x | 12 tháng |
| 48 | Phương tiện đo điện trở kíp mìn | – | x | x | x | 6 tháng |
| 49 | Phương tiện đo cường độ điện trường | – | x | x | x | 12 tháng |
| 50 | Phương tiện đo điện tim | – | x | x | x | 24 tháng |
| 51 | Phương tiện đo điện não | – | x | x | x | 24 tháng |
| 52 | Phương tiện đo độ ồn | – | x | x | x | 12 t |
| 53 | Phương tiện đo rung động | – | x | x | x | 12 월 |
| 54 | Phương tiện đo độ rọi | – | x | x | x | 12 tháng |
| 55 | 휘도 측정기 | – | x | x | x | 12 월 |
| 56 | 자외선 에너지 측정기 | – | x | x | x | 12 월 |
| 57 | 분광 광도계: | |||||
| – 원자 흡수 분광 광도계 | – | x | x | x | 12 월 | |
| – 자외선 측정용 기기 – 가시광선 분광기 | – | x | x | x | 12 월 | |
| 58 | Phương tiện đo công suất laser | – | x | x | x | 12 월 |
| 59 | Phương tiện đo tiêu cự kính mắt | – | x | x | x | 12 월 |
| 60 | Phương tiện đo độ khúc xạ mắt | – | x | x | x | 12 월 |
| 61 | Thấu kính đo thị lực | – | x | x | x | 12 월 |
| 62 | Phương tiện đo độ phân cực xác định hàm lượng đường (độ Pol) | – | x | x | x | 12 월 |
| 63 | Phương tiện đo độ khúc xạ xác định hàm lượng đường (độ Brix) | – | x | x | x | 12 월 |
| 64 | Phương tiện đo lượng mưa | – | x | x | x | 24 월 |
| 65 | Phương tiện đo mực nước | – | x | x | x | 24 월 |
| 66 | Phương tiện đo tự động liên tục các thông số khí tượng thủy văn | – | x | x | x | 24 월 |
| 67 | Phương tiện đo kinh vĩ | – | x | x | x | 12 월 |
| 68 | Phương tiện đo định vị bằng vệ tinh | – | x | x | x | 12 월 |
3.2 Quản lý thiết bị kiểm định:
3.2 Quản lý thiết bị kiểm định:
Các thiết bị theo dõi và đo lường thuộc diện kiểm định phải được theo dõi thành danh sách về thời gian kiểm định và thời gian kiểm định lại. Lưu ý, một thiết bị theo dõi và đo lường phải thực hiện kiểm định theo tần suất như sau:
- Kiểm định lần đầu trước khi đưa vào sử dụng;
- Kiểm định định kỳ theo chu kỳ luật định;
- Kiểm định lại sau khi sửa chữa, chúng ta thường hay quên kiểm định lại sau khi sửa chữa hay nâng cấp thiết bị.
4. Hiệu chuẩn:
Hầu hết các tổ chức thường chưa hiểu đúng về hiệu chuẩn nên việc quản lý các thiết bị hiệu chuẩn chưa đáp ứng yêu cầu, bài viết này chúng tôi sẽ đi sâu vào phần quản lý thiết bị hiệu chuẩn. Do quá trình hiệu chuẩn là không bắt buộc bởi luật định, vì vậy chúng ta có thể hiệu chuẩn nội bộ hoặc bên bên ngoài, và tần suất hiệu chuẩn do do doanh nghiệp tự quy định. Thông thường các thiết bị này thuộc nhóm 1;
4.1 Hiệu chuẩn bên ngoài:
Quy trình quản lý thiết bị hiệu chuẩn bên ngoài có thể tóm tắt như sau:
Lập danh sách thiết bị cần hiệu chuẩn –> Xác định sai số chấp nhận cho thiết bị –> thực hiện hiệu chuẩn –> Phân tích đánh giá kết quả hiệu chuẩn –> xác định thời gian hiệu chuẩn tiếp theo.
a. Lập danh sách thiết bị theo dõi đo lường cần hiệu chuẩn:
– Bạn phải lập danh sách các phương tiện đo lường phải hiện chuẩn, danh sách này nên bao gồm Tên thiết bị, mã số thiết bị, ngày sản xuất, độ chính xác của thiết bị, khoản đo thường sử dụng, tần suất sử dụng…
| STT | Tên thiết bị | Mã thiết bị | Ngày sản xuất | Độ chính xác | Khoản đo thường dùng | Tần suất sử dụng |
| 01 | Cân phân tích 200g | TB-01 | 8/2016 | +- 0.001 g | 5 – 50 g | Hàng ngày |
b. Xác định sai số cho phép của thiết bị.
Việc xác định sai số cho phép của thiết bị là rất quan trọng, hầu hết chúng ta thường không làm bước này, sai số này là cở sở cho phép chúng ta đánh giá thiết bị sau khi hiệu chuẩn có đủ độ chính xác hay độ tin cậy cần thiết để sử dụng hay tiếp tục sử dụng không.
Độ chính xác (sai số cho phép) = độ chụm + độ đúng. Để rõ hơn về độ chụm và độ đúng bạn xem thêm TCVN 6910-1 : 2001 (ISO 5725-1 : 1994) Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo – phần 1: nguyên tắc và định nghĩa chung.
Khoản sai số chấp nhận này phụ thuộc vào khoản sai số cho phép của chỉ tiêu mà thiết bị cần đo, ví dụ như khối lượng tịnh của sản phẩm là 10 g +- 0,1 g thì thiết bị cân dùng để kiểm tra khối lượng phải có sai số nhỏ hơn +- 0.1g.
Trong trường hợp khoản sai số cho phép của chỉ tiêu đo lớn, chúng ta có thể sử dụng khoản sai số lớn nhất công bố của thiết bị. Ví dụ thiết bị cân 200 g có độ sai số là +- 0.001g hoặc tổng các sự không đảm của phép đo nhỏ hơn sai số cho phép.
| STT | Tên thiết bị | Mã thiết bị | Ngày sản xuất | Độ chính xác | Khoản đo thường cùng | Tần suất sử dụng | Sai số cho phép |
| 01 | Cân phân tích 200g | TB-01 | 8/2016 | ± 0.001 g | 5 – 50 g | Hàng ngày | ± 0.001 g |
c. Thực hiện hiệu chuẩn
Đối với các thiết bị theo dõi và đo lường được hiệu chuẩn bên ngoài, chúng ta gửi thiết bị đến cơ quan hiệu chuẩn được công nhận bởi viện tiêu chuẩn đo lường như Quatest 1, 2, 3, các trung tâm kỹ thuật đo lường ở các tỉnh.
Bạn chú ý rằng, bạn nên yêu cầu cơ quan hiệu chuẩn thực hiện hiệu chuẩn tại các vị trí mà bạn thường sử dụng nhất để xác định sự sai số tại các vị trí này.
d. Phân tích và đánh giá
Bước này lá bước quan trọng nhất trong việc quản lý thiết bị đo lường mà hầu hết các tổ chức đề bỏ qua do không hiểu biết về chúng. Việc có giấy chứng nhận hiệu chuẩn chưa nói lên được thiết bị này có phù hợp cho việc sử dụng hay không, việc xác định nó có phù hợp hay không phải qua quá trình phân tích và đánh giá.
Khác với kiểm định, Giấy chứng nhận hiệu chuẩn không chỉ ra là thiết bị của bạn có phù hợp hay không phù hợp mà nó chỉ ra các giá trị của phép đo tại các vị trí nhất định, sai số tại vị trí đó và độ không đảm bảo phép đo, do đó bạn cần phải phân tích dữ liệu để biết nó có phù hợp hay không? Việc phân tích dữ liệu có các ý nghĩa sau:
- Cung cấp bạn bằng chứng để bạn đánh giá thiết bị có còn dùng được nữa hay không?
- Cung cấp cho bạn cơ sở để bạn thực hiện các bước điều chỉnh lại các giới hạn của các khoản đo lường, hoặc các giá trị quy đổi khi đo lường tại các vị trí có sai số cao;
- Làm cơ sở để bạn quyết định thời gian hiệu chuẩn tiếp theo.
Đầu ra của quá trình phân tích dữ liệu và đánh giá là phải xác định được các thông tin sau:
– Thiết bị có phù hợp để sử dụng hay không?
– Có phải điều chỉnh lại khoản chấp nhận của tiêu chí cần đo hay không?
– Có phải áp dụng hệ số hiệu chỉnh hay không?
d.1. Cung cấp bằng chứng để xác định thiết bị có dùng được nữa hay không?
Đây là việc quan trọng, một thiết bị sau khi hiệu chuẩn bạn quyết định có dùng nữa không phải dựa trên sai số thiết bị mà chúng ta có được từ quá trình hiệu chuẩn. Ví dụ như trường hợp cân phân tích 200g ở trên, sai số cho phép là +- 0,0001g, kết quả hiệu chuẩn cho thấy sai số cao nhất của thiết bị là +- 0.0001 g, điều này có nghĩa là thiết bị đã được chấp nhận.
Trường hợp thiết bị có sai số vượt quá quy định bạn có thể loại bỏ thiết bị này không sử dụng nữa hoặc sử dụng phương pháp điều chỉnh lại giới hạn đo hay sử dụng hệ số hiệu chỉnh được giới thiệu ở mục d.2 bên dưới
d.2. Cung cấp cơ sở điều chỉnh lại giới hạn của các khoản đo lường.
Ví dụ 1 điều chỉnh lại giới hạn: Bạn mua một thiết bị nhiệt kế có khoản đo từ 10 – 40 oC, độ chính xác là 0,2 oC để đo nhiệt độ quá trình định lượng thuốc theo quy định dao động từ 20 – 25 oC. Bạn đem nhiệt kế này gửi đi hiệu chuẩn tại một tổ chức hiệu chuẩn có chuẩn cấp 2, sau quá trình hiệu chuẩn bạn nhận được hai thông số sau: sai số hệ thống (Δx) tại điểm 20 0C là 0,2 oC và tại 25 0C là 0,2 oC, độ lệch chuẩn (độ không đảm bảo Un) là 0,2 oC. Vậy chúng ta thiết kế khoản kiểm soát chỉ thị trên nhiệt kế như thế nào để đảm bảo chắc rằng nhiệt độ phòng luôn kiểm soát đúng trong khoản từ 20 – 25 oC.
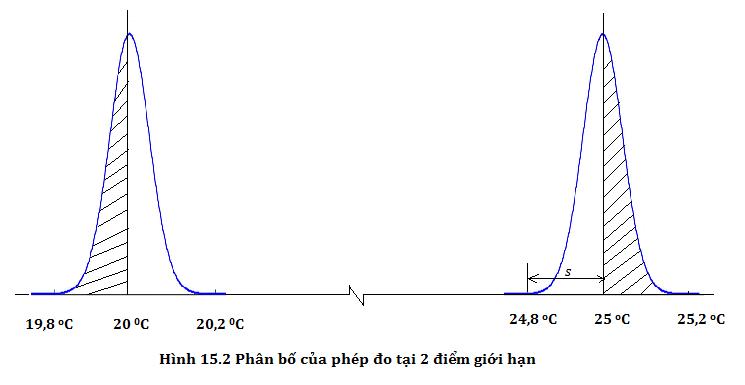
Theo hình 15.2, với độ lệch chuẩn Un = 0,2 0C, nếu giá trị nhiệt kế chỉ 20 0C thì giá trị thực phân bố dao động từ 19,8 – 20,2 0C và nếu nhiệt kế chỉ 25 0C thì giá trị thực phân bố từ 24,8 – 25,2 0C. Vì vậy, khi giá trị nhiệt kế chỉ giá trị 20 0C thì giá trị thực của môi trường có thể dao động từ 19,8 0C đến 20,2 0C, khoản từ 19,8 0C đến < 20 0C không phù hợp với quy định từ 20 – 25 0C, để khắc phục điều này người ta lấy giá trị điểm dưới cuản khoản là 20,2 0C và ngược lại với giá trị trên là 24,8 0C. Vậy khoản đo đã trừ sai số ngẫu nhiên là từ 20,2 0C – 24,8 0C.
Vì sai số hệ thống Δx = + 0,2 oC, nghĩa là giá trị chỉ nhiệt kế của bạn cao hơn giá trị nhiệt kế chuẩn là + 0,2 oC (nghĩa là nhiệt kế chuẩn chỉ 20 0C thì nhiệt kế của bạn chỉ 20,2 0C và khi nhiệt kế chuẩn chỉ 25 0C thì nhiệt kế của bạn là 25,2 0C). Do đó, để hiệu chỉnh về giá trị đúng thì khi đo ở giá trị 20 và 25 0C thì bạn cần lấy giá trị của nhiệt kế trừ đi 0,2 0C. Để đơn giản, người ta sử dụng phương thế để loại bỏ sai số hệ thống này bằng cách cộng thêm 0,2 0C vào quy định giá trị đọc chấp nhận. Vậy khoản đó chấp nhận loại bỏ sai số ngẫu nhiên và sai số hệ thống là từ 20,4 0C – 25.0 0C (20,2 + 0,2 0C – 24,8 + 0,2 0C).
Như vậy, thay vì chúng ta thiết lập khoản nhiệt độ chấp nhận là từ 20 0C – 25.0 0C thì ta thiết lập nhiệt độ chấp nhận từ 20,40C – 25.0 0C thì đảm bảo nhiệt độ phòng không bao giờ nằm ngoài giới hạn 20 0C – 25.0 0C do yếu tố sai số do thiết bị đo lường. Đây là ý nghĩa thực của hiệu chuẩn thiết bị.
Ví dụ 2 sử dụng hệ số hiệu chỉnh:
Giả sử bạn đi hiệu chuẩn cân kỹ thuật 500 g, cho các bảng thông tin sau:
| Giá trị đo | Giá trị phương tiện | Sai số | Độ không đảm bảo |
| 10 g | 10,1 g | + 1 g | |
| 100 g | 100 g | 0 g | |
| 250 g | 255 g | + 5 g | |
| 400 g | 401 g | + 1 g | |
| 500 g | 500 g | 0 g |
Vậy bạn thường đo khoản là 250 g, trường hợp bạn dùng khoản này phải cộng thêm hệ số hiệu chỉnh là a = -5 g để kết quả đo về giá trị đúng.
Trong trường hợp giá trị bạn đo nằm ở giá trị 200 g thì sử dụng hệ số hiệu chỉnh là bao nhiêu? Trong trường hợp này bạn sử dụng phương pháp nội suy để giải quyết bài toán này.
Trong ví dụ trên:
Sai số 0 (x1) x? 5 (x2)
Giái trị đo 100g (y1) 200g (y) 250 g (y2)
x= x1+ (x2-x1)*(y-y1)/(y2-y1) = 0 + (5-0)*(200-100)/(250-100) = 3,33
Vậy sai số tại khoản đo 200g là 3.33 g
d.3 Làm cơ sở quyết định thời gian hiệu chuẩn tiếp theo
Xem phần xác định thời gian hiệu chuẩn.
e. Thời gian hiệu chuẩn:
Thông thường các tổ chức thường mặc định thời gian đề nghị trên giấy hiệu chuẩn là thời hạn hiệu chuẩn, điều này hoàn toàn sai lầm. Nhiều chuyên gia đánh giá ISO cũng đưa ra các điểm không phù hợp liên quan đến giấy chứng nhận hiệu chuẩn đã hết hạn, đây là một kết luận quá thiếu chính xác và vội vàng, chúng ta nên nhớ hiệu chuẩn là tự nguyện do đó trên giấy hiệu chuẩn ghi là đề nghị hiệu chuẩn lại ngày nào đó chứ không bắt buộc như kiểm định là ngày hết hạn kiểm định. Đề nghị là khuyến nghị mang tính tham khảo không bắt buộc do đó không đủ cơ sở để đưa ra một điểm không phù hợp trừ khi nó là quy định của tổ chức (thường đối với hiệu chuẩn nội bộ), quy định các luật liên quan.
Vậy thời hạn và tần suất hiệu chuẩn phụ thuộc vào độ ổn định của thiết bị, mà độ ổn định của thiết bị phụ thuộc vào các yếu tố sau:
- Tầng suất sử dụng thiết bị,
- Chất lượng thiết bị,
- Môi trường bảo quản, làm việc,
- Tuổi thọ thiết bị và
- Độ trượt của sai số (độ rơi của sai số thiết bị),
- Và chế độ bảo trì bảo dưỡng, …
Do đó không phải bất cứ 1 thiết bị mới mua hay đã sử dụng lâu mà tần suất hiệu chuẩn như nhau định kỳ 1 năm, điều này có thể là một sự không phù hợp. Thông thường, thời hạn hiệu chuẩn tiếp theo được đưa ra sau khi phân tích kết quả độ rơi của thiết bị, nếu đưa trước khi có kết quả này là chưa hợp lý vì chưa dự đoán được tình trạng thiết bị và dự kiến độ rơi của chúng.
Hai yếu tố thường phải xét đến nhiều nhất tần suất hiệu chuẩn là tầng suất sử dụng và độ rơi của sai số, mà quan trọng nhất là độ rơi của sai số.
Giả sử thiết bị bạn là cân phân tích 200 g, sai số cho phép là +- 5 mg cân sử dụng qua 5 lần hiệu chuẩn, qua thời gian hiệu chuẩn 5 (mỗi lần là 12 tháng) lần chúng ta có bản sau (sai số lớn nhất):
| Lần 1 | Lần 2 | Lần 3 | Lần 4 | Lần 5 |
| + 1 mg | + 1mg | + 2 mg | + 3 mg | + 4 mg |
Vậy lần thứ 6 chúng ta sẽ hiệu chuẩn vào thời gian nào? Thời gian hiệu chuẩn lần thứ 6 được xác định dựa trên độ rơi của thiết bị, trong quá trình này chúng ta có thể sử dụng phương pháp hồi quy để dự đoán (hàm số y = ax + b, y là số tháng, x là sai số). Như vậy, để đảm bảo thiết bị bạn luôn nằm trong khoản sai số nhất định thì bạn phải hiệu chuẩn lại trước 12 tháng năm sau.
Trong trường thiết bị bạn mới mua và hiệu chuẩn lần đầu, bạn chọn thời hạn hiệu chuẩn tiếp theo có thể dựa trên các gợi ý sau:
- Yêu cầu bổ sung để công nhận phòng thí nghiệm lĩnh đo lường hiệu chuẩn – mã số/Code: ARL 07 áp dụng cho phòng thử nghiệm áp dụng ISO 17025 (xem https://quantri24h.vn/thoi-gian-hieu-chuan-thiet-bi-theo-agl-08/).
- Thông tư 07/2019/TT-BKHCN ngày 26 tháng 7 năm 2019 quy định kiểm định phương tiện đo nhóm 2;
- Khuyến cáo nhà sản xuất;
- Tình trạng sử dụng.
Sau khi hiệu chuẩn đầu có dữ liệu chúng ta xem xét điều kiện làm việc, tần suất làm việc và độ trôi của thiết bị so với lần hiệu chuẩn đầu tiên của nhà cung cấp tính ra độ rơi của thiết bị để suy luận thời gian kiểm định tiếp theo, giả sử cân phân tích của bạn sai số lớn nhất hiệu chuẩn lần đầu là 2 mg, lần thứ 2 sau 12 tháng sử dụng sai số lớn nhất vẫn 2 mg thì lần hiệu chuẩn thứ 3 bạn có thể kéo dài thời gian hiệu chuẩn lên 18 tháng.
Trong trường hợp nếu hiệu chuẩn lần trước đó sai số lớn nhất là 2 mg, lần sau đó cách 12 tháng là 3mg, lần sau nữa cách 12 tháng là 5mg thì thời hạn hiệu chuẩn tiếp theo của bạn phải rút ngắn hơn 12 tháng.
Thời gian hiệu chuẩn không phải là tần suất nhất định là 1 năm hay một tần suất nhất định nào đó, chúng phụ thuộc vào kết quả hiệu chuẩn của lần gần nhất, do đó sau khi hiệu chuẩn thiết bị có kết quả bạn mới quyết định thời gian hiệu chuẩn tiếp theo.
Hãy luôn nhớ rằng, khuyến nghị trên giấy hiệu chuẩn là cơ sở tham khảo không phải là bắt buộc, tần suất hiệu chuẩn là do doanh nghiệp tự quyết đinh. Về nguyên tắc thì cơ quan hiệu chuẩn để thời gian hiệu chuẩn là chưa phù hợp vì chúng chưa căn cứ rõ ràng (trừ trường hợp bắt buộc bởi luật định);
4.2. Hiệu chuẩn nội bộ:
Lập danh sách thiết bị hiệu chuẩn nội bộ –> xây dựng phương pháp hiệu chuẩn và tiêu chí chấp nhận –> thực hiện hiệu chuẩn –> phân tích và đánh giá kết quả hiệu chuẩn –> xác lập thời gian hiệu chuẩn tiếp theo.
Quy trình hiệu chuẩn nội bộ cũng tương tự như quy trình hiệu chuẩn bên ngoài chỉ khác ở chỗ là xây dựng phương pháp hiệu chuẩn. Thông thường phương pháp hiệu chuẩn thiết bị bạn có thể tham khảo các nguồn sau:
- Các tiêu chuẩn đo lường Việt Nam về hiệu chuẩn thiết bị ký hiệu ĐLVN số m, ví dụ ĐLVN 15:2009 kiểm định cân dĩa (thông thường một số quy trình kiểm định cân cũng được sử dụng chung cho hiệu chuẩn)
- Hướng dẫn của viện đo lường quốc tế https://www.oiml.org/en/publications/recommendations
- Các tài liệu hướng dẫn hiệu chuẩn của nhà sản xuất;
Nhiều người thường nhằm hiệu chuẩn với kiểm tra xác nhận, nên thực hiện kiểm tra xác nhận gọi là hiệu chuẩn, hiệu chuẩn là dùng thiết bị so sánh với vật chuẩn (vật đọ) để xác định sự sai lệch của thiết bị với vật đọ tại những giá trị xác định, còn kiểm tra xác nhận là kiểm tra xem thiết bị có nằm trong giới hạn sai số cho phép hay không, thường kiểm tra xác nhận tại 1 hay một số điểm đo nhất định.
Ví dụ: hàng ngày sau khi khởi động cân, bạn để một quả cân chuẩn lên xem nó đúng giá trị sai số cho phép hay không, nếu đúng cho sử dụng, không đúng thì thực hiện hiệu chỉnh chúng về giá trị đúng –> quá trình này gọi là kiểm tra xác nhận không phải là hiệu chuẩn.
Hay bạn có thước kẹp, định kỳ hàng quý bạn đem chúng kẹp đo vật kích thước chuẩn và xác nhận chúng có đạt trong sai số cho phép hay không, quá trình này gọi là kiểm tra xác nhận không gọi là hiệu chuẩn. Hiệu chuẩn cũng làm như vậy tuy nhiên việc này được lập lại để tính ra độ tái lập (độ chụm) và độ đúng của phương tiện.
Bốn yếu tố mà quá trình hiệu chuẩn nội bộ phải chỉ ra là:
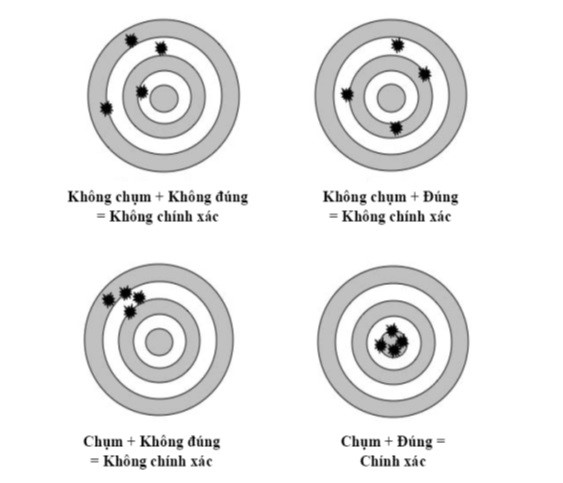
- Độ đúng: đơn giản là độ trúng ngay tâm;
- Độ chụm: đơn già là bắn n lần thì n lần trúng cùng 1 vị trí duy nhất;
- Độ lệch chuẩn:
- Độ không đảm bảo phép đo.
Một vấn đề nữa trong hiệu chuẩn nội bộ là người hiệu chuẩn phải có năng lực thực hiện hiệu chuẩn, nghĩa là có kiến thức và kinh nghiệm trong việc thực hiện vấn đề này. Thường là ở trung tâm 3 hay dạy các khoá này.
Hãy nhớ rằng thiết bị sau khi sửa chửa phải thực hiện hiệu chuẩn lại.
Thiết bị sau khi hiệu chuẩn phải có dấu hiệu nhận dạng là đã hiệu chuẩn và được sử dụng tới thời gian nào.
4.3. Quản lý sử dụng thiết bị theo dõi và đo lường
Ngoài việc hiệu chuẩn và kiểm định định kỳ thì trong suốt quá trình sử dụng thiết bị cần phải thực hiện kiểm tra xác nhận và hiệu chỉnh (nếu cần thiết). Việc kiểm tra xác nhận thường bị bỏ quên ở các tổ chức, và điều này sẽ dẫn đến một sự không phù hợp nếu phát hiện.
– Kiểm tra xác nhận: trong quá trình sử dụng, nhất là các thiết bị điện tử thì việc gặp sự cố là không hiếm, vì vậy để đảm bảo thiết bị luôn cho ra giá trị đúng thì ngoài hiệu chuẩn/kiểm định định kỳ bạn phải kiểm tra xác nhận trước khỉ sử dụng hoặc một tần suất nhất định để đảm bảo rằng chúng ta luôn phát hiện được khi chúng có vấn đề.
Một ví dụ đơn giản như cân phân tích trước khi sử dụng phải dùng quả cân chuẩn để kiểm tra, các pH kế trước dùng phải kiểm tra pH chuẩn (pH 4, 7, 10), chúng ta phải lập sổ theo dõi quá trình này.
– Hiệu chỉnh thiết bị: là đưa về giá trị đúng nếu quá trình kiểm tra xác nhận phát hiện chúng chưa phù hợp, chẳng hàng cân đồng hồ khi kiểm tra vật chuẩn ta thấy nó bị lệch thì vận nút cho chúng về giá trị đúng, các trường hợp chạy đường chuẩn (basic line) trên các thiết bị phân tích trước khi phân tích mẫu, …
Một điểm lưu ý nữa là một chỉ số đo lường bạn có nhiều thiết bị đo sử dụng cho chúng, thì phiếu kiểm tra phải ghi nhận lại chỉ tiêu đó đã thực hiện trên thiết bị nào để truy xuất được nguồn gốc nếu phát hiện thiết bị đo lường đó gặp sự cố. ví dụ như nếu thiết bị cân bạn bị sai lệch thiếu 10 kg so với chuẩn thì bạn phải biết cây cân đó đã cân cho những lô hàng nào.
| BẢNG QUẢN LÝ THIẾT BỊ THEO DÕI VÀ ĐO LƯỜNG | |||||
| Tên thiết bị: Cân phân tích 200 g Mã thiết bị: TB-01 8/2016Ngày sản xuất 8/2016Ngày đưa vào sử dụng: 2/1/2017Độ chính xác ± 0.001 gKhoản đo thường cùng 5 – 50 gTần suất sử dụng Hàng ngàySai số cho phép ± 0.005 g,Độ không đảm bảo phương tiện ± 0.005 | |||||
| Ngày hiệu chuẩn | Sai số lớn nhất | Độ không đảm bảo lớn nhất | Đánh giá (Đạt/không đạt/sử dụng hệ số hiệu chuẩn) | Ngày hiệu chuẩn tiếp theo | Người đánh giá |
| 6/2016 | 2 mg | 3 | 3 mg < 5 mg (đạt) | 01/06/2017 | Linh |
| 30/5/2017 | 3 mg | 3 | 3 mg < 5 mg (đạt) | 01/06/2018 | Linh |
| 30/5/2018 | 4 mg | 4 | 4 mg < 5 mg (đạt) | 2/1/2019 | Linh |
Tags: 2d 미터 교정, 2d 미터 수리, 2차원 미터, 3d 미터, 3D 미터 수리, Chất chuẩn, Chất chuẩn được sử dụng để hiệu chuẩn, Chuẩn đo lường, hiệu chuẩn, kiểm định, phương tiện đo, tiêu chuẩn TCVN ISO 10012, 수리 cmm 미터, 수리 미터, 수리 현미경, 장비의 기간은 확인해야 함, 장치 교정